����ר�üо���Ƽ�Ӧ��
��������
����ժҪ�����ؼӹ���ΪĿǰȫ����е�����ҵӦ����Ϊ�㷺�ļӹ���ʽ֮һ������о��ȸߣ�Ч�ʸ��Լ�����ڸ����㲿���ӹ�������ص㡣������Ҫ�Dz�����о��Ϊ�ӹ��㲿������Ƴ���һ�����Լӹ����������IJ����Լӹ���ȫ�����̽�����ϸ�µķ���ͬʱ��ͨ���Աȷ���ʹ��ר�üо߽�������������ʹ�ô�ͳ�о߽��е������������ơ�
�����ؼ��ʣ����� �о� ���
����1. ����
������Ŀǰ������ʽ������ȫ��ľ��ö��ڲ��ϵķ����仯���ڴ�ͬʱ���켼��Ҳ�ڷ��ٵķ�չ��������ҵ֮��ľ����Ѿ���չΪȫ������������£��ܶ���ҵΪ���ܹ�������з������Ͳ�Ʒ�����������г���Ҫ����ҵ������Ҳ���ϸ��£�Ҫ��ʱ�ĸ��»�������̭�ɵIJ�Ʒ������Ŀǰ��ӵ�еĴ�ͳ�����ϵļо��Ѿ����ܹ���ȫ�������ǵ���Ҫ��Ŀǰ����ҵ���������ػ����õ��˴��������ã��ֻ�е������ҵ�Լ�������������С��ҵ���Ѿ�ʹ���˻���ר�üоߣ�����ר�üоߵIJ�����ҪĿ����Ϊ�˶�ijһ�������ijһ���������ר�����Ƶ�[1]��������������ػ���ר�üҾߵ���ƽ����о����ź��б�Ҫ���ܹ���һ�����ṩ��е�����Լ�����������ܹ�����Ϊ��е��ҵ������
����2. ר�üо߷���
����2.1ר�üо�
������ν��ר�üоߣ�����ͨ������ĺ�����ܹ����������˽⣬ͨ���������˵��ר�üоߣ���Ҫָ���������ijһ���㲿������ijһ������ר��������Ƶ�һ�ּоߣ���ҪĿ����Ϊ����ij���ض���������ܹ��������������Ҫ���������ص���Ǿ��к�ǿ������ԣ�������ͨ��[2]��
����2.2�ɵ��о�
�����ɵ��о���Ҫ����ר�üо������ڵ�ȱ��֮�Ͻ�һ�����ƶ��ɣ�����һ�������˵�Ƚ����͵ļоߣ��������ڲ�ͬ�����Լ���ͬ�ߴ���㲿���н���Ӧ�ã������ÿһ����㲿������Ӧ�õ�ʱ��������Ҫ���ɵ��о�����Ķ�λԪ�����Լ��н���������Ӧ�ĵ����Լ���������[3]��
����2.3��ϼо�
������ϼо��������һ��ģ�黯�ļо߷��룬ͬʱ��Ŀǰ��������Ѿ���Ϊ����Ʒ������ͳ�����ϵı���ģ��ӵ�иþ����Լ�ǿ��ĥ�Ե��ص㣬�ܹ�������ϳɸ��ָ����ļоߣ��ڼо�ʹ�����֮���ֿ��Խ�����в�⣬�����պ�ʹ�á�����������ϼоߵ������ص㣬�ڻ�е������ʹ����ϼо��ܹ��ںܴ�̶��Ͻ���������ʱ�䣬���ͬʱ�㲿��Ҳ�����ٴεĽ���ʹ�ã�����֮�⣬�������ϼоߵ�Ӧ�û��ܹ��ںܴ�̶��ϼ���ר�üоߵ���������ʡ�˴洢�оߵĿռ�[5]��
����3��������
����3.1�����о���ƻ���Ҫ��
���������ڶԻ����о߽�����Ƶ�ʱ������Ҫ��ȷ�������Ҫ������ڻ����о��������ѭ��ԭ�������Է�Ϊ����࣬��������Ҫȷ���㲿���ļӹ����ȣ���λ���Ҫ�������������������ϣ�����λ�Ҫ���ֺܺõĹ������Լ�ʹ�����ܡ������Ҫ����ɱ������ϸ�Ŀ��ƾ������dzɱ����� ��
����3.2 ������������
��������ҵ�ӵ���Ӧ�Ļ����о����˵�����ʱ������Ҫ�������ṩ�����Ͻ�����ϸ�Ķ���ͨ����Ϥ�Լ��˽�ӹ�����������ƶ���Ӧ�ķ��������з��������о������Լ���λ�����ȵȣ���λ���Ҫ����ڶԵ�װ��ʵ�н�һ����ȷ�ϣ����������һЩ��صĻ����Լ��оߵĽṹ���ͽ��б�Ҫ��ȷ�ϡ�
����3.3��Ƽо���ͼ
����������ϻ�������֮�����ǿ�ʼ����ڼоߵ�����ͼ������ƣ����а���������ʹ�ã��Լ���������λ�����������ƣ��ڶԼо���ͼ��Ƶ����һ������Ҫ�Թ��������Ӧ��ȷ����
����3.4��о����о���Ʒ���
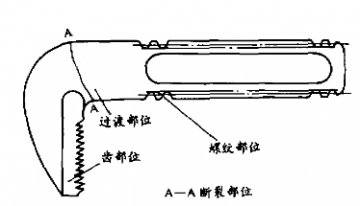
�������������о�����о�㲿����ͼ1��ʾ
����

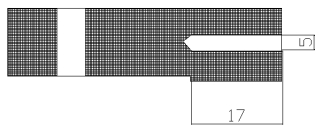
����ͼ1 ��о�㲿��ͼ
���������������Ҫ���㲿���ӹ�Ҫ��Ϊ�ߴ�8mm���ĸ�ƽ��ͳ���������ڶ���о�㲿���������֮ǰ����Ҫ�������о����ͽ���ȷ�ϣ�ͬʱ����Ҫ��ȷ�üо߿���һ���Լӹ��㲿���������������ڶ���ӹ���������ȷ�ϵ�ʱ������Ҫ��ȷ�����ֿ����Զ���̵�ϵͳ������Ҫ�����ܵ�Ҫ������ӹ�ʱ���㹻����Ϊ�ӹ���ʱ��Խ����Ч��Խ�ã�Ȼ����������㲿����װ���Լ���ж��ʱ��Ҫ���������ܵļ��٣�ֻ���������ܹ��ܺõ���߹������ʣ�ͬʱҲ�ܹ��ںܴ�̶��Ͻ����˵Ĺ���ǿ�ȡ�
����T=M*n*T1+3000/n*T2+T3 (1)
��������T��ʾ����Ҫ�ӹ���ʱ��
����M��ʾ����Ҫ�ӹ��Ĵ���
����n��ʾһ�����ܹ��ӹ����������
����t1��ʾ�ӹ�һ���㲿����ʱ��
����t2��ʾ����ֹͣʱ��
����t3��ʾװ��ʱ��
����������ѧģ��y=minF(n)
����Լ������Ϊ��m*n=300��n>1,m>1
��������MATLAB�������
����min=m*n*tl+(3000/n)*t2+t3;
����m*n=3000;
����m>l;
����n>l;
����end
�����ó����Ϊ��
����Local optimal solution found.
����Obj ective value: 0.000000
����Extended solver steps: 5
����Total solver iterations: 8
����Variable Value Reduced Cost
����M 26.33330 0.000000
����N 113.9242 0.000000
����T1 0.000000 3000.000
����T2 0.000000 26.33329
����T3 0.000000 1.000000
����Row Slack or Surplus Dual Price
����1 0.000000 -1.000000
����2 -0.4905587E-03 0.000000
����3 25.33330 0.000000
����4 112.9242 0.000000
����ͨ��������Ľ�����ǿ��Է������ŵĽ����Ϊn=113.9�����������Ǿ����£��оߵijߴ罫�ᱻ���ػ�������Լ���������ǶԳߴ�ķ����Լ�����̨�г̵��о�����λ���������ѡȡ13������ڶ�װ�в������κβ������ص�ǰ�������ǿ�����n=26�����˫�żоߡ�
����4�ܽ�
�������ؼӹ���ΪĿǰȫ����е�����ҵӦ����Ϊ�㷺�ļӹ���ʽ֮һ������о��ȸߣ�Ч�ʸ��Լ�����ڸ����㲿���ӹ�������ص㡣Ȼ������ʵ�����������У����ںܶ���㲿��������ֱ��ʹ�����ؼӹ�������˵Բ����״�����ϣ����������мӹ���ô����Ҫר�õļо���Ʒ����������ؼ����еõ�Ӧ�ã������ҹ���е������ҵ�����㲿��Ʒ�ֶ������Լ�С�������������ƣ���ô���ܹ�������Ч�ʽ������ͬʱ�ڳɱ����㻹�������ǽ��ܣ��Լ���Ϊ�����ѧ������ע����ҪĿ�ꡣ���ο����Լӹ�һ��������Ϊʵ������Ƴ���һ��ר�üоߣ��ܹ��ںܴ�̶������̼ӹ�ʱ���������ٶȡ������ר�üо߽��б�Ҫ�����ʹ��ͳ��������Ա�ø������ƣ�ͬʱ������ڼӹ�ʱ���Լ��ӹ��ɱ������˽�һ���Ŀ��ǣ�������ѧģ�͵ķ�����������ȷ�оߵĴμӹ���
Ͷ�����䣺chuanbeiol@163.com ��������ʴ������ߣ�http://www.guangyuanol.cn/